焊銅用什么焊機(jī)
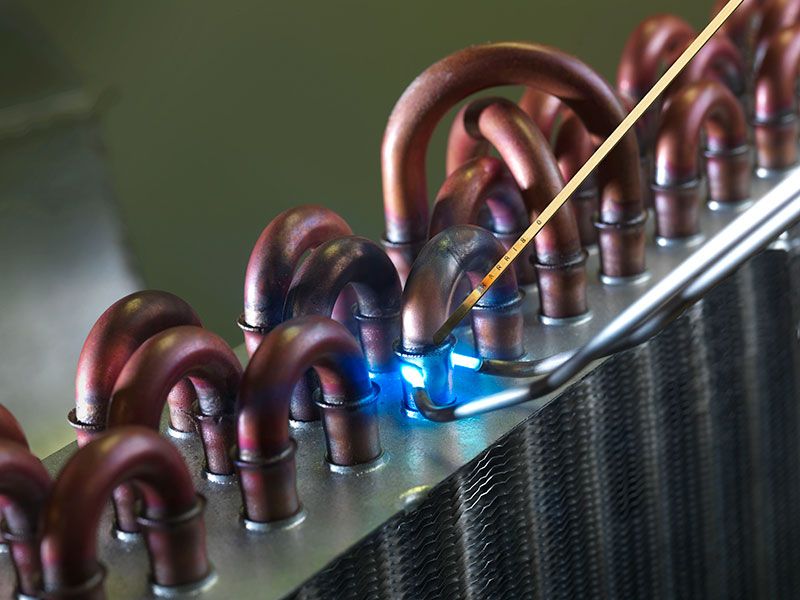
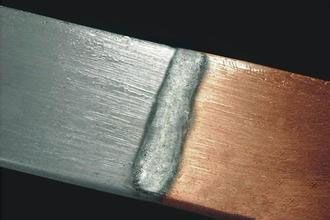
焊銅的方法比較多�,采用的焊接設(shè)備或者焊接工具也就比較多,這個(gè)全一些說的話�,就應(yīng)該是根據(jù)銅件的結(jié)構(gòu)尺寸來說了?��! ∫?����、當(dāng)銅件尺寸比較小�����,結(jié)構(gòu)比較單一的時(shí)候���,適合用火焰釬焊或者高頻釬焊焊接,釬焊料可以選擇黃銅釬料或者磷銅�����,銀磷銅釬料?�! 《?、當(dāng)銅件尺寸相對(duì)比較大一些�,結(jié)構(gòu)比較復(fù)雜一些的時(shí)候,按照如下材料及設(shè)備選擇焊接 �����,銅合金氬弧焊焊接材料及焊接設(shè)備的選擇 1)當(dāng)銅合金的母體為紫銅的時(shí)候����,選用威歐丁紫銅氬弧焊絲焊接,設(shè)備選用帶直流功能的氬弧焊機(jī)焊接�����?��! ?)當(dāng)銅合金的母體為黃銅的時(shí)候�����,選用威歐丁黃銅氬弧焊絲焊接���,強(qiáng)調(diào)一點(diǎn)威歐丁黃銅氬弧焊絲是氬弧焊專用焊絲����,不是黃銅氣焊焊絲�����,這點(diǎn)一定要搞清楚����,焊接設(shè)備的選擇采用交流氬弧焊機(jī)焊接,如果沒有交流氬弧焊機(jī)也可以用直流氬弧焊機(jī)焊接�。 3)當(dāng)銅合金需要與鐵�����、不銹鋼���、合金鋼異種焊接的時(shí)候����,選用威歐丁黃銅氬弧焊絲焊接,焊接時(shí)焊接角度偏向銅合金側(cè)(補(bǔ)充:如果是小件的異種金屬銅與不銹鋼焊接也可以采用高銀威歐丁203焊接或者WEWELDING46焊絲替銀焊接)�。 4)當(dāng)銅合金尺寸非常大并且是紫銅母體的時(shí)候�����,則可以選用大功率的威歐丁WSME500的機(jī)器焊接或者選用威歐丁MIG500的雙脈沖氣體保護(hù)焊機(jī)焊接���,焊絲選用粗直徑的直條TIG焊接或者1.2規(guī)格的盤絲MING焊接,焊絲同樣選用威歐丁紫銅氬弧焊絲焊接��?! ?)當(dāng)銅合金尺寸非常大并且是黃銅母體的時(shí)候,則可以選用大功率的威歐丁WSME500的機(jī)器焊接或者選用威歐丁MIG500的雙脈沖氣體保護(hù)焊機(jī)焊接��,焊絲選用粗直徑的直條TIG焊接或者1.2規(guī)格的盤絲MING焊接�����,焊絲同樣選用威歐丁黃銅氬弧焊絲焊接�����。












 豫公網(wǎng)安備41070202001452號(hào)
豫公網(wǎng)安備41070202001452號(hào)